廣東建偉科技有限公司
Guangdong Jianwei Technology Co., Ltd

新聞資訊
NEWS
0769-85322382
全國服務熱線:?
坐標磨床的工作原理
來源:新聞資訊 | 作者:小編 | 發布時間: 2022-02-21 |
14 次瀏覽
| 分享到:
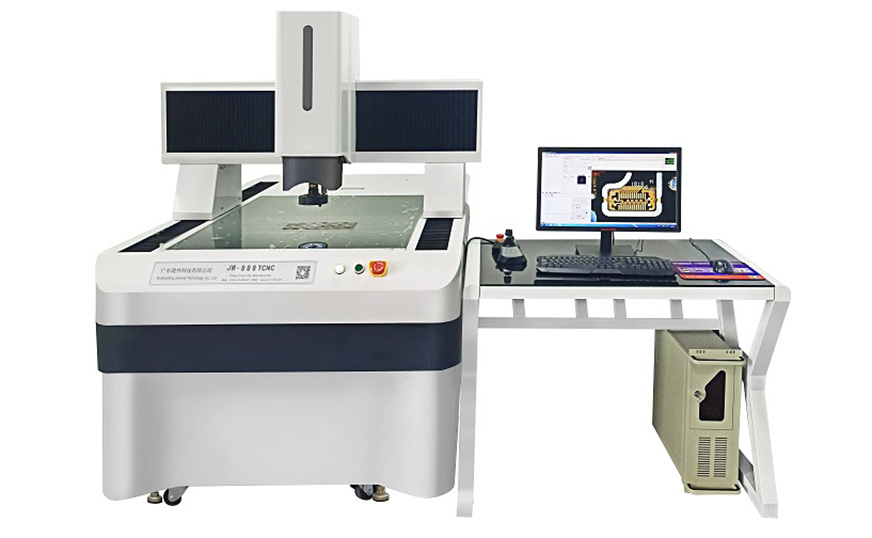
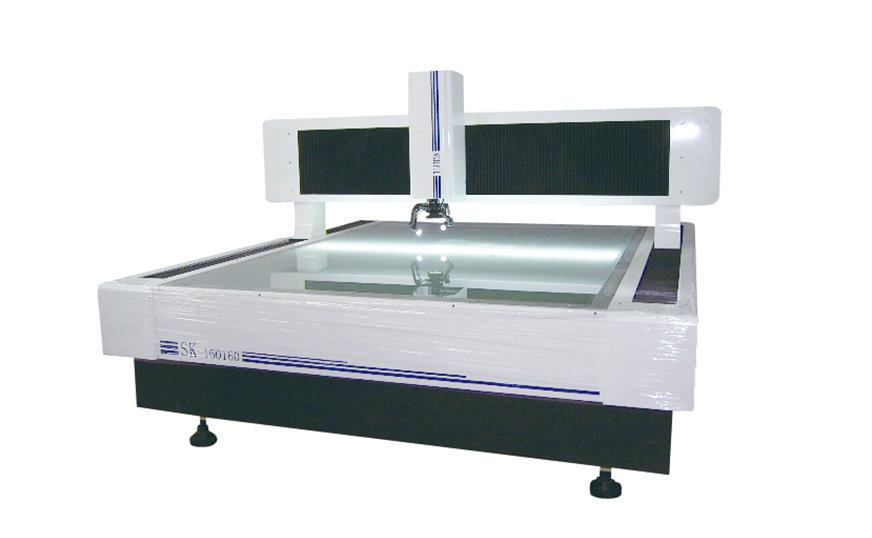
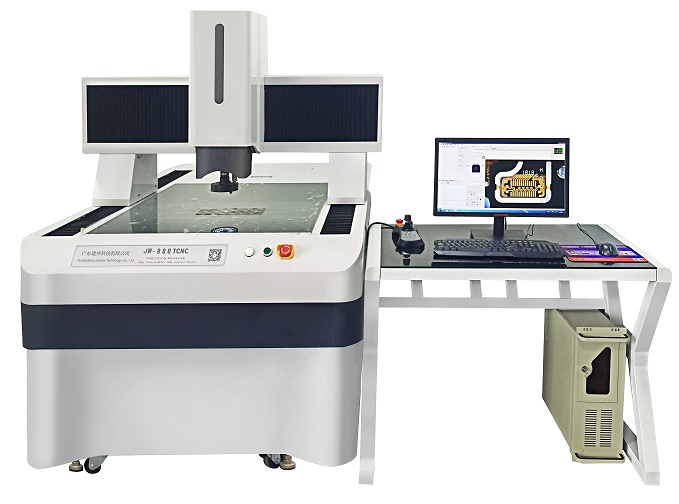
坐標磨床是以消除材料的熱處理變形為目的發展起來的機床,它可以磨削孔距精度很高的孔以及各種輪廓形狀。該機床設有精密坐標機構,砂輪架和工作臺各移動部分裝有數據裝置,可以顯示其移動量的大小。坐標磨床的磨削加工不同于其他磨床。現對CNC坐標磨床磨削加工工作原理如下:

1、磨削一個孔時,砂輪的工作邊將偏離行星主軸軸心線一個工件半徑值,在磨削過程中砂輪除了本身的轉動外,還必須繞行星主軸進行公轉。同時,還要在龍門磨磨削過程中擴大偏心量,進行微量進給,用這種方式來得到孔的精細控制。
2、平面磨削時,行星主軸一般是不轉的,而工作臺沿著X向或Y向移動來實現。而砂輪的進給仍用擴大偏心半徑,進行微量進給。
3、在輪廓磨削中,CNC坐標磨床是采用點位控制式(也稱定點磨削),即利用X、Y坐標的移動使行星主軸中心與工件上圓弧半徑的圓心重合,并用行星主軸下端的偏心滑板來微量進給控制半徑尺寸。連續軌跡數控坐標磨上,則用范成法進行磨削。
4、在錐孔磨削中,采用組合式徑向進給與垂直走刀搭配加工